Published: August 2nd 2016

Founded in 1936, Votorantim Cimentos is one of the world’s leading manufacturers of cement, concrete and aggregates. The firm supplies more than 40 products from 50 different production facilities, located in nearly every Brazilian state. Outside Brazil, VC operates six factories and more than 150 concrete and aggregate units in North America, while maintaining substantial South American investments in Bolivia, Chile, Paraguay, Argentina, Uruguay and Peru.
The company is currently in the midst of a massive R$2 billion investment to enhance production throughout Brazil, with a target of 30% greater capacity overall. New factories are being built, and existing units are being expanded and upgraded. Throughout the project, there has been an intense focus on bulk material flow, with VC engineers carefully researching the latest technologies to maximize efficiency and reduce maintenance expenses.
An example can be seen in two of the new facilities — Cuiabá and Rio Branco do Sul — which are expected to produce approximately 8,500 tons of clinker per day between them when they come online later this year. In designing the system, engineers wanted to take all reasonable measures to prevent accumulations in process vessels and storage systems that could reduce throughput or increase maintenance time.
Company officials were well aware that air cannons had proven themselves in cement plant applications, helping manufacturers eliminate build-ups in preheater towers, riser ducts, feed pipes, silos and cyclones. They contacted Martin Engineering to conduct an audit of the processes, and a joint effort was developed to determine the optimum solution, including air cannon design, nozzle selection and specific locations to best achieve the firm’s goals.
Operation
“The two primary components of an air cannon are a high-flow valve and a pressure tank,” explained Martin Engineering National Sales Manager Rodrigo Trevenzolli. “The device performs work when compressed air in the tank is suddenly released by the valve and directed through a nozzle, which is strategically positioned in the tower, duct, cyclone or other location.” Often installed in a series and precisely sequenced for maximum effect, the network can be timed or computer-controlled to best suit individual process conditions and material characteristics.
A “typical” air cannon used in the cement industry consists of free air compressed to a pressure of about 7 bar (100 psi) inside the tank, with a valve designed to be held closed until a signal triggers a solenoid, releasing the captive air. Modern, fast-acting valves can release the tank volume in less than 300 milliseconds, creating a high-magnitude force at the exit nozzle which is installed through the wall of the vessel or duct.
The timed discharge breaks down material accumulations and releases blocked pathways, allowing solids and/or gases to resume normal flow. In order to customize the air cannon installation to the service environment, specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design and nozzle shape. In general, more efficient valve designs will deliver higher blast forces, as will higher operating pressures.
Cost of Ownership
One of the primary reasons Votorantim officials selected Martin Engineering for the air cannon work is the low operating cost of the company’s equipment. “Compared to other sources of energy, compressed air is relatively expensive,” Trevenzolli explained. “There are many complex factors in computing the exact cost within a given plant, but most estimates currently place it between 20-30 cents (USD) per 1,000 cubic feet (28,317 liters). As energy costs continue to rise, so does the value of cannon technologies that can reduce compressed air consumption.”
Among the ways to optimize compressed air use is to specify a cannon design that employs advanced valve technology. With supply pressures being equal, more efficient valves mounted on smaller tanks can deliver higher discharge forces than less efficient valves mounted on larger tanks. The work is performed more effectively by the high-efficiency valve, and the compressed air savings is equal to the difference in tank volumes.
Because larger tanks deliver longer blast durations as a result of the greater air volume being discharged, there’s a temptation to think that the larger tanks perform more work. Trevenzolli explains the fallacy: “In reality, peak force is generated only during the first few thousandths of a second following the valve opening, so in applications requiring high output force to move material, the duration of useful energy is extremely short. The subsequent discharge of compressed air is actually wasted.”
New Valve Design
In the last few years, new valve technology has produced significant performance advancements in air cannon designs. The new family of positive-action valves from Martin Engineering produces about twice the blast force output of the valve generation introduced just a decade ago, while using about half the compressed air volume. If the two designs were set to deliver the same discharge force, the new valve would operate at about half the pressure of the old. Specifying an air cannon network with the more advanced valve costs a bit more up front, but typically the air savings more than pay back the difference over the life of the system.
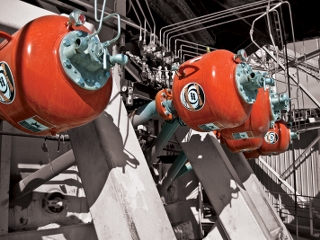
After studying the plant designs and potential accumulation spots, engineers from the two companies identified the optimum locations for the air cannons. Crews are now collaborating on the installation of 110 Martin® Hurricane Air Cannons in the plants, covering preheater towers, additive silos and cyclones. The units will fire a powerful discharge of compressed air in a prescribed pattern to remove material that becomes adhered to vessel walls and ductwork. In the Cuiabá plant, 56 cannons are being installed, with 54 placed at Rio Branco.
The Hurricane Air Cannon is a positive-acting, internal valve design, developed specifically to deliver the most direct air path and maximum force output, with minimal air consumption. By producing more power from less air, it can employ a smaller reservoir, giving it a reduced footprint and allowing it to fit into tighter spaces.

During the firing sequence, the solenoid valve sends a positive pressure signal to the exhaust valve, causing it to actuate and release the pressure holding the piston. The piston is instantly forced back by the air pressure stored in the tank, and the blast of air is then directed through the nozzle and into the vessel or other target area. Refill time in this application is about 27 seconds.
Firing only in response to a positive surge of air, the specially-designed valve allows the control solenoid to be positioned as far as 200 feet (60 meters) from the tank, keeping critical components away from harsh service environments. The Hurricane was developed for simplified maintenance, as the complete valve assembly can be removed by a single worker in one easy step, working from one side of the tank. It can be replaced within minutes to keep operations running, and there is no need to remove the tank from the vessel for service. The units are warranteed for a minimum of 200,000 firings.
Conclusion
As work progresses on installation of the two air cannon systems, plant start-up is scheduled for late 2012. Votorantim officials anticipate that the cannons will prevent blockages that could slow production, with the high-efficiency valves minimizing air consumption.
The benefits of specifying the new technology for air cannon networks include reduced energy costs, improved system performance and increased uptime, with greater availability of compressed air for other processes within the plant. All should contribute to a healthier bottom line, justifying the added up-front expense with a payback period that’s far exceeded by the equipment’s expected lifespan.
We're Here to Help
Toll-Free 800-544-2947
Martin Engineering
One Martin Place
Neponset, IL 61345-9766
Get Directions
info@martin-eng.com
309-852-2384