Dust Bag
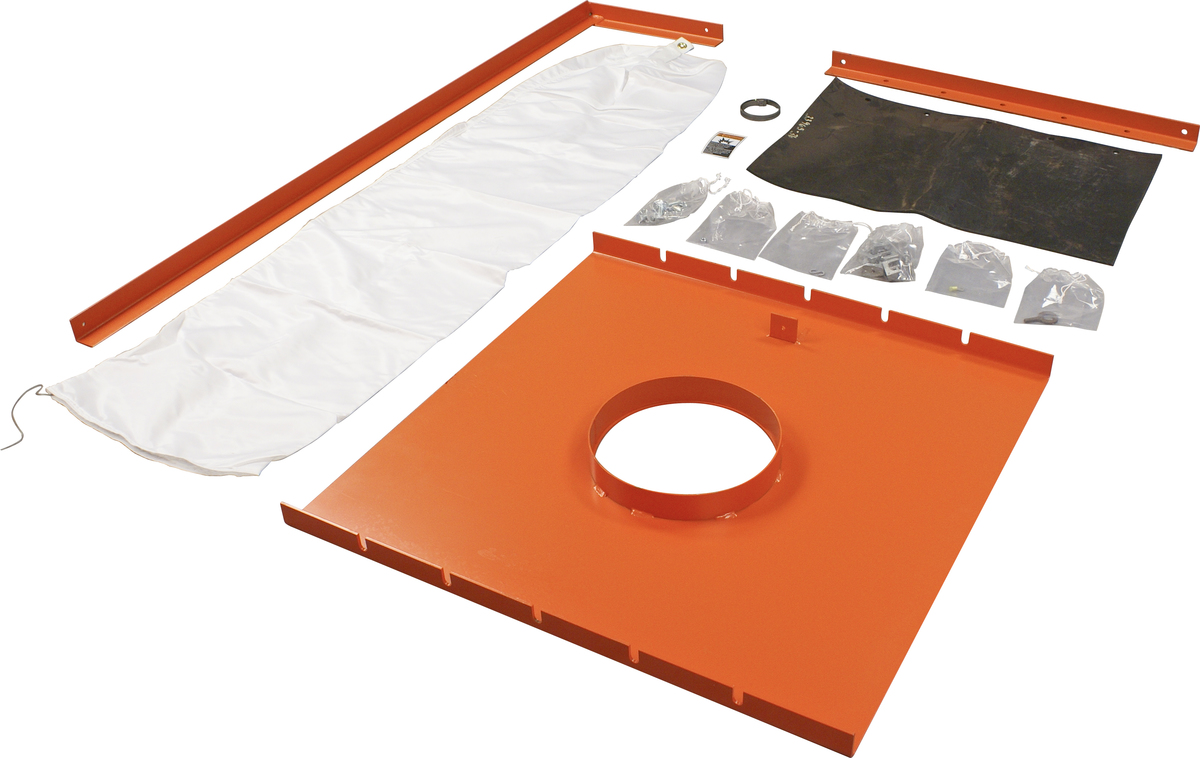
The Dust Bag is a passive dust collection system that gets installed above the conveyor loading zone to capture dust without an energy-consuming fan. When loading stops, the Martin® Dust Bag relaxes to return material to belt.
Features and Benefits:
- Passive filtration system cleans air without mechanical collection
- Satin nylon construction withstands positive pressure under crushers and other air sources
- Suitable for use where air flow is below 1000 cfm (28,320 l/minute)
- Both Standard and Static Dissipating Bags are available 12-inch (300-mm) and 24-inch. (600-mm) diameters. Use the 24-inch. (600-mm) diameter bag when air flow is greater than 450 cfm (12,750 l/minute)
- Clamped in place, bag is equipped with a hanging grommet and a grounding strap to disperse static electricity
Our technicians and engineers are available to provide expert advice and assistance on this product and all of your bulk material handling questions and problems. Please contact us today and let us help!
We Solved Their Problems!
Let us help you solve yours as well. All products and services provided by Martin Engineering carry our Absolutely No Excuses Guarantee. If we don't solve your problem, we will fully refund your money or provide a different solution for you. Period.
Dust Bags Filtrate Bark Dust At Paper Plant
A paper plant handles 20,000 tons of bark every month and was encountering huge dust problems at the head pulley of the conveyor near the boiler, creating the need for manual clean up. OSHA considered this area a combustible dust explosion risk, so the customer asked Martin to help them control the dust.
Belt Support Products Solve Fugitive Dust And Spillage Problems
A coal plant had spillage and dust issues at two conveyor transfer points, because material was loaded onto the belts traveling 500 fpm with little control over impact or settling. The result was excessive fugitive dust throughout the facility. Inadequate chute control caused spillage to get caught between the belt and rubber tail pulley, damaging both.
Martin Engineering Offers Dependable Solutions When Others Fail
A mine was experiencing dangerous spillage at the loading zone of its tower mounted conveyor. Despite installing equipment from a previous supplier, workers found that dust filled the tower and chunks of raw material spilled from the transfer chute onto the stairs, creating a potential workplace hazard. Twice a month operations had to be disrupted for 12 to 24 hours, so that a 4 to 5 person team could clean spillage.
Power Plant Needs Cleaner, Safer, More Productive Material Handling System
The Warrick Power Plant is operated by the Alcoa Generating Company to supply electricity for smelting operations at Alcoa’s Warrick facility. The plant’s coal handling equipment needed reconstruction and improvement, including improved systems to control spillage and dust, to provide a cleaner, safer and more productive coal handling system.
Spillage Problems Corrected By Transfer Point Redesign
A coal-fired power plant was suffering from extensive spillage and other problems. The plant’s coal-conveying system needed an extensive upgrade, including new belt cleaning systems and improved transfer point systems.
We're Here to Help
Toll-Free 800-544-2947
Martin Engineering
One Martin Place
Neponset, IL 61345-9766
Get Directions
info@martin-eng.com
309-852-2384